
障碍与失败,是通往成功最稳靠的踏脚石,肯研究利用它们,便能从失败中培养出成功。
铁路钢轨钻孔设备-内燃钢轨钻孔机是为铁路新型钢轨做的一款钻孔工具。它适用于 43~75 kg/m 钢轨钻孔,是铁路工务维修及抢修作业的专用机器。

它的技术参数如下:
额定功率: 1.2kW
钻孔直径: 31±0.5 mm
额定转速: 275±25 r/min
钻孔精度: 孔的位置公差不大于 1 mm
钻头寿命: 修磨一次可钻孔 40~50 个,在正常磨损情况下,每个钻头可修磨次数: 10~20 次
钻孔时间: 钻通一次时间不大于 40 s
油箱容量: 0.8 L
外形尺寸: 640×360×365 mm
整机质量: ≤23kg(含燃油)
它的操作程序
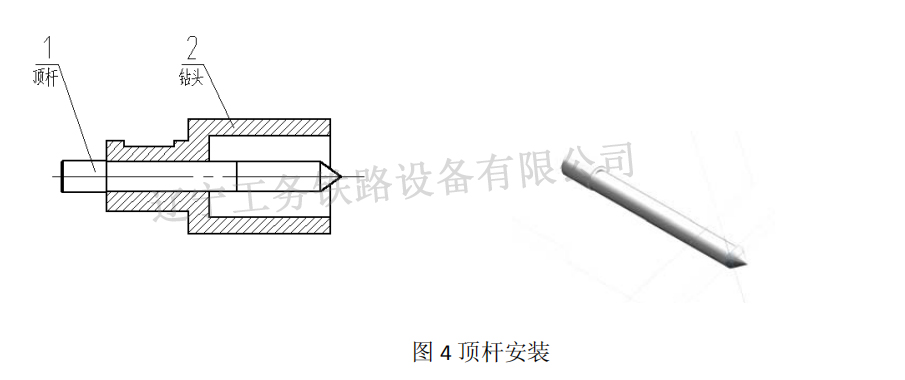
1、钻头的安装
安装钻头时确认机器还没有发动!然后将选好的钻头插入顶杆(见图 4 顶杆安装),把配好顶杆的钻头放进主轴内孔,用力顶住钻头,在用内六角扳手旋紧紧固螺钉。
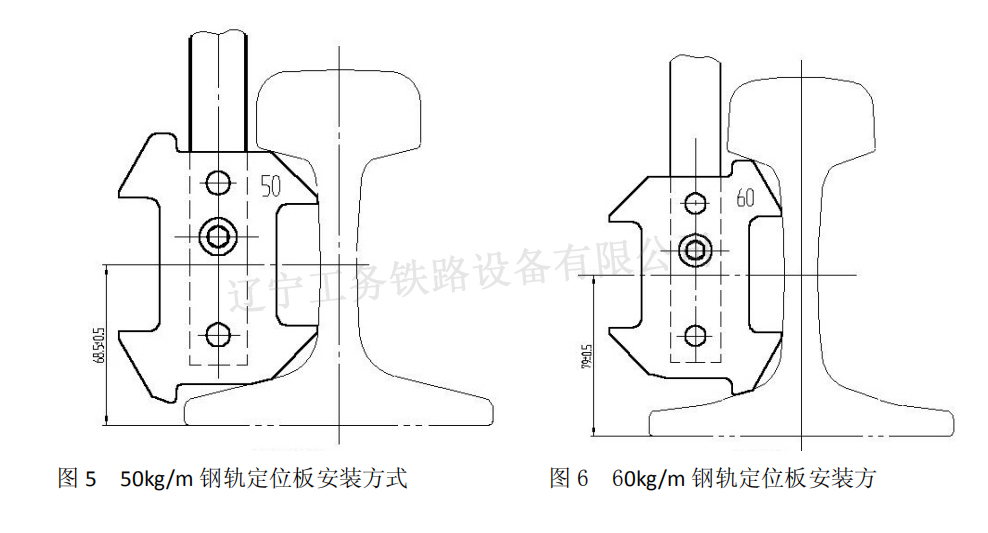
2、钢轨定位板安装
根据所钻钢轨的类型确定定位板安装方式,如(图 5)是 50kg/m 钢轨定位块安装方式,(图 6)是 60kg/m 钢轨定位板安装方式;两种定位方式转换只需卸下内六角螺钉 M10,翻转定位板 180 度装入,拧紧螺钉即可,两边定位板要同时翻转一致。
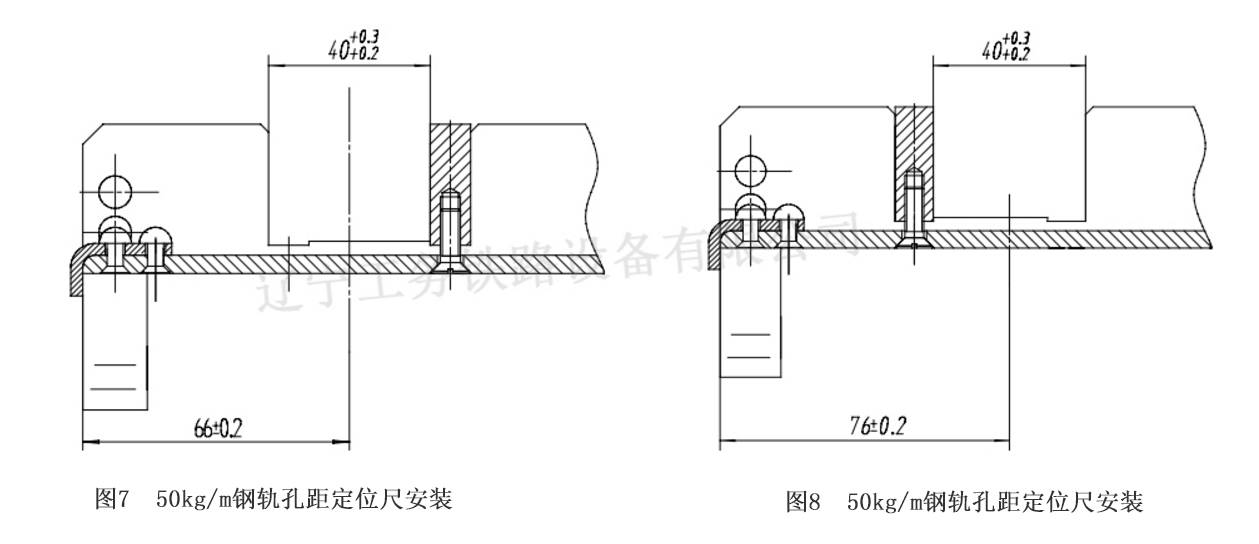
3、钢轨孔距定位尺的安装
根据所钻钢轨类型确定钢轨孔距定位尺安装方式如(图 7) 是50kg/m 钢轨孔距定位尺安装方式,(图 8 )是 60kg/m 钢轨孔距定位尺安装方式;两种安装方式转换只需卸下两个沉头螺钉 M5,卸下 10mm 厚定位块,装入另一定位槽中,拧紧沉头螺钉即可,根据定位槽中所显示数值 50 或 60 可判断当时定位轨型状态。
4、冷却液的准备
首先将钻孔机的冷却液注入气压冷却液罐中,旋紧密封盖;然后把冷却液管快速接头套插入主轴上的冷却液快速接头芯上,关好截门;用充气手柄打气数次,使冷却罐内保有一定的气压。
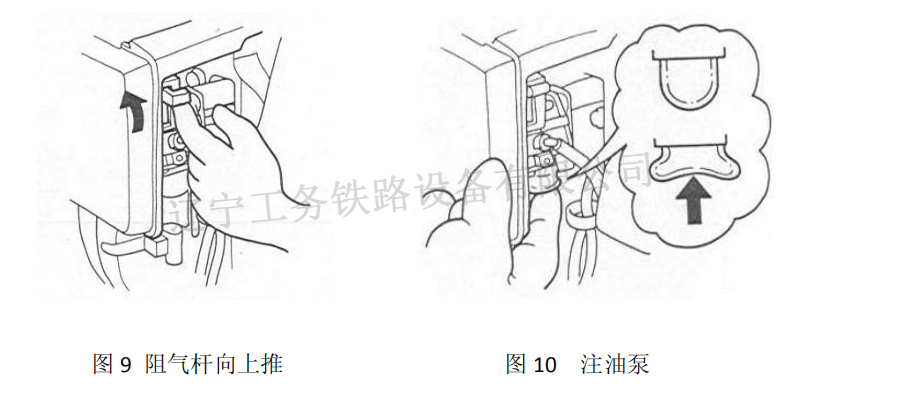
5、汽油机的启动
首先将汽油机的启动开关拨至“ON”位置(处于汽油机右侧);然后把阻气杆移至关闭位置(见图 9),气门处于关闭位置,按注油泵数次直到汽油回管中可以明显地看到油流时为止(见图 10)
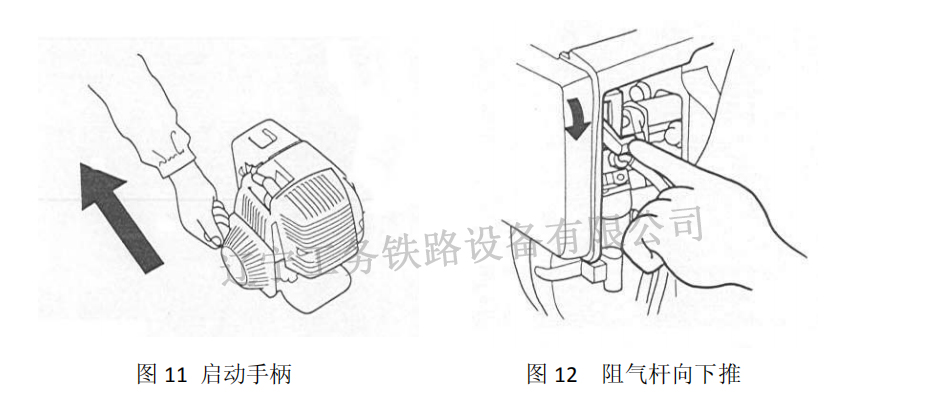
在轻轻拉启动手柄,直到感到有阻力时再用力拉,如汽油机长时间未使用,应连续拉动启动手柄几次使汽油进入油路系统,汽油机即可发动(见图 11);
注意:不要把启动绳拉出超过 60cm,否则会被拉断;也不要让启动绳突然缩回,这样启动绳才能重新卷好。)
当汽油机启动后又停止时,立即把阻气杆向下推至打开位置(见图 12),气门处于打开位置。再次启动汽油机,一旦汽油机发动,转速就会稳定在怠速上。 汽油机在怠速运转时,主轴不应转动;如果主轴转动,应检查化油器的设定位置。至此钻孔机可以进行钻孔作业了。
6、钻孔作业
将定位尺固定在钢轨端部,端面限位板贴紧钢轨端面;在将钻孔机按照定位尺的定位槽安装在钢轨上,放下摆臂支座轴上的护钩、自动钩着钢轨头端,旋紧夹轨装置手柄,使钢轨钻孔机牢靠地固定在钢轨上;然后启动汽油机,待怠速稳定后,加大油门,使汽油机锁定在很大转速;打开冷却液开关,使冷却液流入钻头内孔;缓慢扳动进钻手柄,使钻头轻轻接触钢轨腹板并开始切出铁屑,然后加大进钻力,并保持用力均匀(注意:在进钻过程中不得退钻,以免损坏钻头)进钻至钻头快要钻透钢轨时,应减小进钻力,以免损坏钻头。钻透钢轨时,顶杆会将钻屑芯块顶出,把钻头退回至极限位置,把油门开关向后扳至极限位,把启动开关钮拨至“OFF”(停止)位置,汽油机即熄火,关闭冷却液开关,钻孔结束。 注意:在开始钻下一个孔之前,应把钢轨上的铁屑清理干净,并确认钻屑芯块已从钻头中顶出。
7、结束作业
钻孔结束后,应卸下钻孔机;压下气压冷却罐的压力指示杆,放掉罐内气压,拔掉冷却液管。
切记:机器不用时,应存放在清洁、通风、干燥的地方;需长期放置时,应放尽油箱内的汽油,发动汽油机,将化油器内的汽油耗尽,用内六角扳手旋松钻头紧固螺钉防止螺钉生锈而导致钻头更换困难。
以上为内燃钢轨钻孔机的操作程序,希望能帮助到您,祝您生活愉快!
